Loading…
Loading…
The pulp and paper industries consume a remarkable amount of water, producing as many as 70 cubic meters of wastewater per metric ton of paper produced. This is due to the necessity of water in just about every process employed in pulp and paper mills, from pulp formation by digestion of wood chips to bleaching to steam generation for drying. Elevated water use, especially in conjunction with the liquid, solid, and gaseous wastes typical of these types of plants, of course spells greater pollution risks.
In the past, the bleaching process—which then relied on chlorine—produced the effluent compounds usually seen as the most threatening to the receiving environment. During the 1970s, however, chlorine dioxide replaced chlorine, and bleaching faded from the list of top concerns for pulp and paper mill water treatment. During the same decade, secondary treatment was also widely instituted to facilitate removal of organic matter (TSS, BOD, COD), adsorbable organic halides (AOX), and other potentially toxic compounds. While secondary treatment systems vary widely by raw materials and plant technology, activated sludge process is the most widely used today.
As a result, the 2 most significant challenges faced by today’s pulp and paper mill water treatment operations are related to floc formation and filament growth.
In activated sludge systems, over 90% of organic reduction is achieved by bacterial degradation, allowing plants to meet levels stipulated by their permits. More than 1,000 different genera of bacteria in a single system is not uncommon, and their presence is both driven and limited by the influent substrates and environmental factors, like temperature and pH. While individual bacterium are not heavy enough to sink to the bottom of the system on their own, they band together under good growth conditions into a protective mass called a floc that does have enough weight to settle. This settling allows clean water to be discharged; otherwise, solids are able to exit the system and enter receiving streams.
Activated sludge plants that treat wastewater from the pulp and paper industries tend to more commonly suffer from problems with settling, resulting ultimately in poor performance. While settling issues often result from bulking—due to either excessive filaments or EPS—consistent formation of large, dense flocs can usually overcome such challenges. In fact, floc—its size, shape, and density—is the single most important factor in biological wastewater treatment, and its characteristics can be assessed using a microscope.
Below are some photos of “good” and “bad” floc as captured under a microscope.
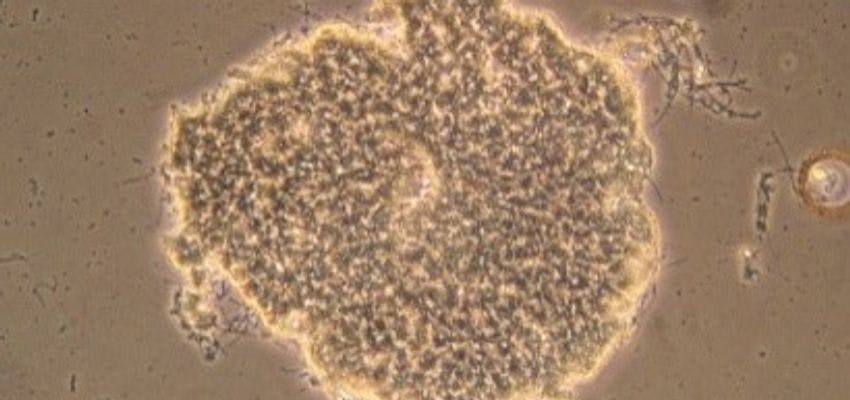
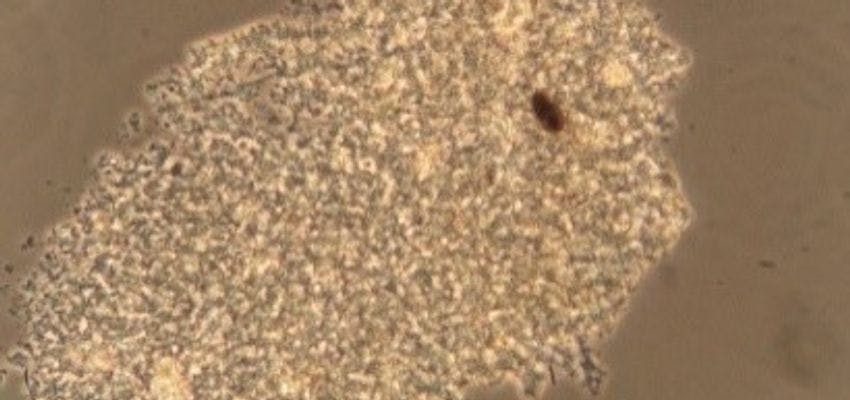
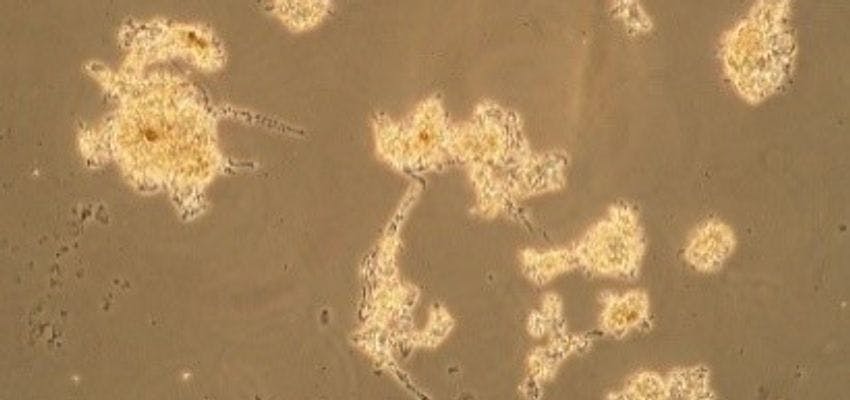
Floc, however, doesn’t always look alike between plants. For this reason, it is important to check the floc of every system even when operations are running smoothly, in order to establish a baseline for that specific plant.
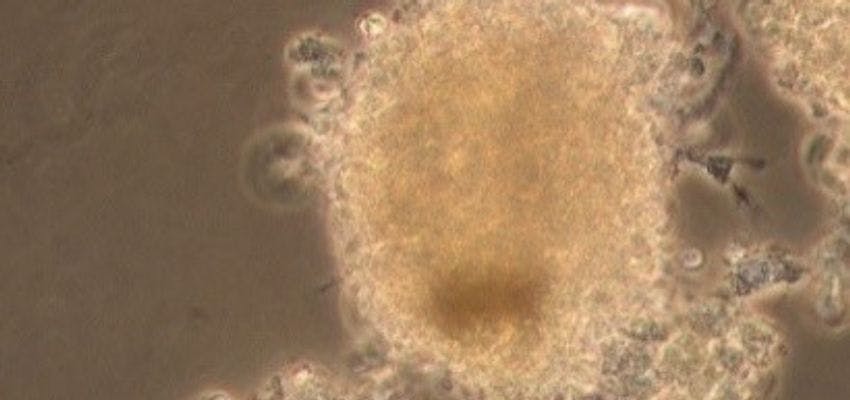
The photo at right is an example of floc from an industrial plant that adds polymer to help with settling and dewatering. Because the sludge volume index is nearly 200—despite effluent below 10 ppm BOD and TSS—polymer is a necessary but unexpected added cost.

As mentioned above, bulking in pulp and paper mill wastewater treatment is often due to excessive filaments, or filamentous bacteria. Filaments tend to join end to end for greater surface area than floc, and usually occur with settling problems or foam on the aeration basins. Conditions that encourage bulking include low food-to-mass ratios, nutrient deficiencies, and inadequate dissolved oxygen levels. Generally speaking, floc-forming bacteria are able to better utilize oxygen and nutrients so outperform filaments in systems with lower organic loads.
It is important to definitively identify the bulking filaments in order to ascertain the underlying problems, as well as treat them successfully. Because identification requires observation at 1000x magnification with a phase contrast microscope—equipment that a majority of plants do not have today—samples are usually collected and sent to a third-party expert for analysis. It is worth noting that well-meaning non-experts may misidentify filaments and worsen bulking issues.
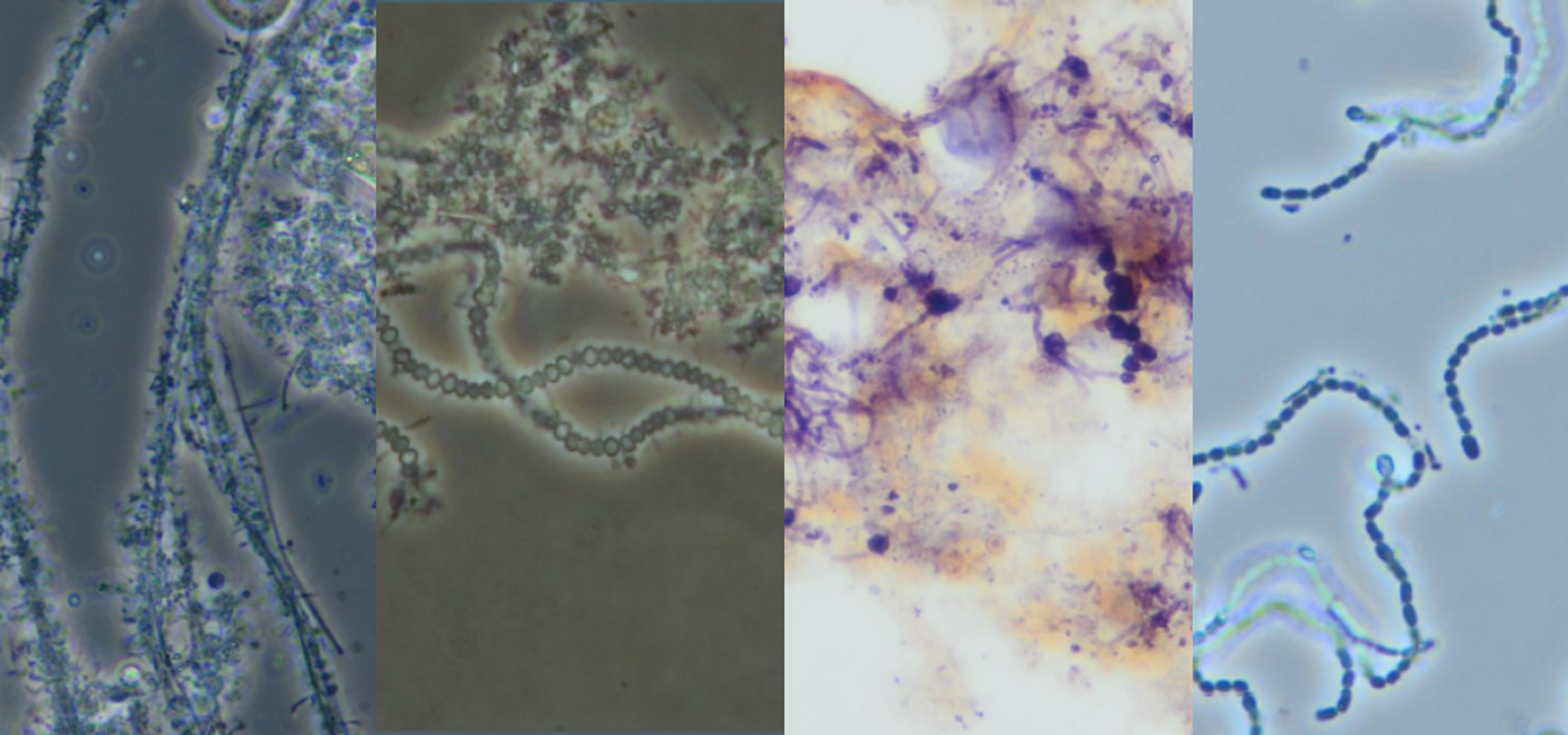
Below is an example of why 1000x magnification is important.
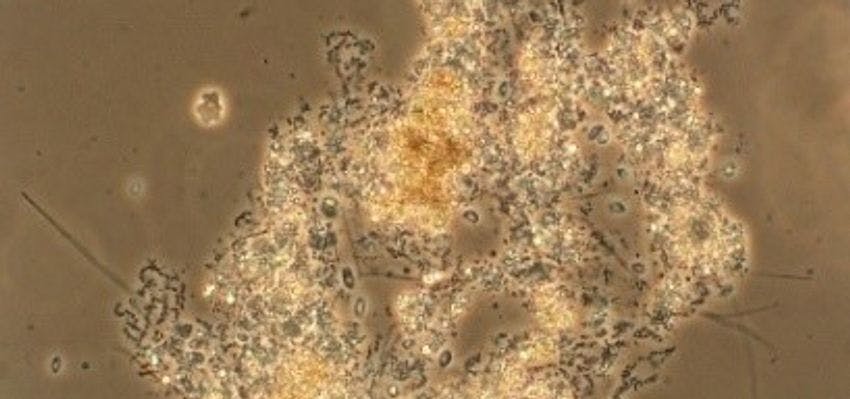
100x provides the best overview of the sample and is useful for determining filament abundance but not for filament identification.
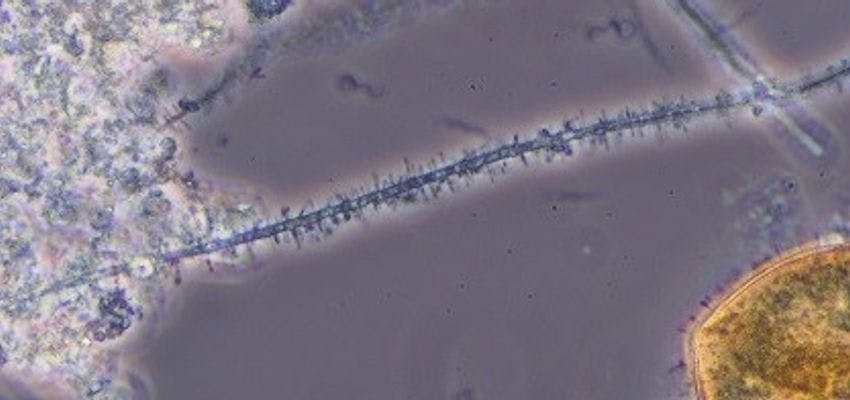
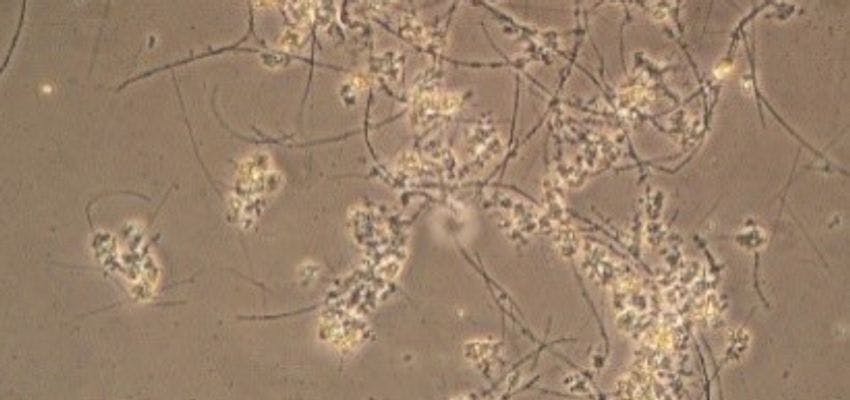
At 400x, it is possible to see 3 different filaments—1 with heavy attached growth, 1 with no attached growth, and 1 thinner filament with some attached growth. An expert may be able to see that the filament with heavy attached growth is Type 0041 at 400x.

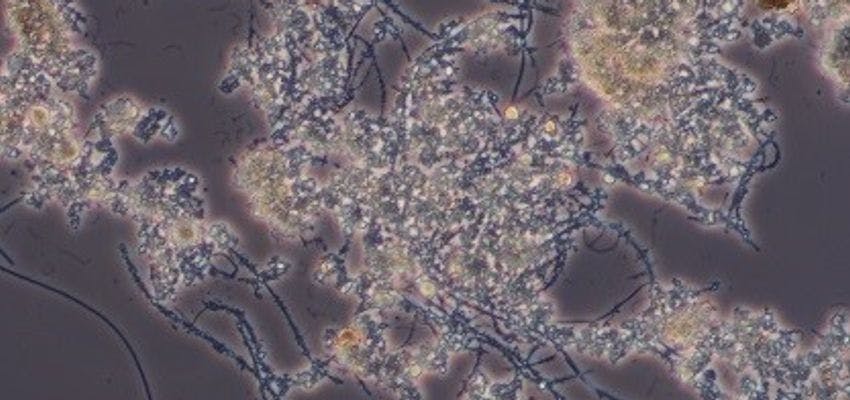
Only at 1000x is it possible to tell that the thinner filament with some attached growth is Type 1851, and the other with no attached growth is Type 021N.
Key characteristics and morphological features to look for when identifying the above and all filaments are:
For expert assessment of both floc and filament in pulp and paper mill wastewater, EnviroZyme® offers a microscopic analysis service. A detailed microscopic analysis should be performed when changes occur or performance suffers, but also when operations are running as expected. In addition, EnviroZyme’s product line now includes new Pulp and Paper, designed specifically to address the challenges of the pulp and paper industry, including healthy floc formation and keeping filament growth in check.
Loading...
As always, our technical specialists are standing by to help you address any challenge related to water and environmental technologies. To speak to someone today, please fill out the form below.
